This is a guide for printing a turnkey mount for an ElecLabs 5″ Klipper Screen, this is not a full guide for installing the mount. That being said, here is a link to the Klipper Screen documentation. Big shout out to those guys, this screens rocks.
Start by removing front Black acrylic panel with existing PanelDue and remove 4 Phillips M3 bolts, save the 4x Phillips M3 bolts for later
Make sure you have tested your Raspi Klipper Screen for functionality, if you plug in the DSI cable and nothing happens, you likely have a Type-A cable (Pins on side 1 at one end, Pins on side 2 at other end) but this screen needs a Type-B DSI cable. I simply took a normal Raspi Cam cable, clipped off the blue tag (heat gun to remove and super glue on opposite side) then took some sand paper to expose the pins on the opposite side. If that is too much work for you, just search type B DSI on the Google Machine and purchase one.
When you install the screen into this mount, side it in at an angle with the USB port nested in the cutout.
Then lineup the top mounting holes and screw in 2 of the longer M2.5 Phillips bolts provided in the kit.
Next, gently slide the partial assembly through the backside of the front black acrylic. Re-install 4x M3 Phillips bolts
Now slide the bottom piece on and align the holes and install the last two long M2.5 Phillips bolts from the kit.
Lastly, there are two holes, at an angle, that are made for M3x14mm bolts, this will securely hold the two halves together.
The 2 holes on either side of the mount are for you to design & mount your own tool/flashlight/screwdriver/etc mounts…
Finally mount the PI stand off and RaspberryPi onto the mounting studs on the back of screen & plug it in.
If you sanded your cable (or bought the correct one) then it will power up, if not nothing will happen.
Proceed with running the install commands (from above links) and you should be good to go.
Rather than charging for this before you try it, I would rather use this as an Honor System. I’m more concerned with growth than money but money is a necesarry evil for coninued development. If you found it useful and would like to see more like it, please consider donating to the designer with the “Tip the Designer” button below:
Future Projects I am considering:
Troodon Heated Chamber Mod
9mm Z Belt Conversion
Actively Heated Above Mounted Filament Drying Box
Umbilical Mounts for Troodon Cable Chain alternative
Other Top Secret Awesomeness we’re not quite ready to share yet =)
A few months ago, I got the idea for a dual extrusion setup that would reuse a lot of the stock components, and talked to Tom Jones and a few others about it. I also had been working on cable chain modifications and fixing the printer’s other shortcomings. The dual extruder got put on hold because the stock Troodon board was limiting.
I focused on Klipper and RRF3 while trying simplify things, to improve prints. I was able to get amazing prints, but it took excessive calibration and attention to detail. Most troublesome was the constant required attention. The main issue was the cable chain, which then magnified other issues, such as the play in the guide. This is all because of a few things, including partially user error due to lack of instructions. The stock setup has a long moment arm and adding the DDE (direct drive extruder) increases the slop, “depending on other factors anywhere from a little to a very large amount that manifests as banding and ugly walls.” So, fast forward I figured out Klipper and got RRF3 working properly, and during this I tried over 500 dollars in rails from Amazon and AliExpress to Hiwinn, Ldo and THK. I found that no matter what, if I lifted the cable chain by hand, I could measure close to a millimeter of deviation with a laser attached to the hotend. So I then talked to Tom Jones again, and this time felt I would be able to figure the control scheme out for the second extruder, without replacing the board. I also had been running my stock rail on it’s side. We proceeded to design a gantry upgrade that incorporated the New 2.4 belt path that I had been running a version of, with a floating rail to reduce weight. Also we stepped up the size of the rail to increase accuracy at the same time. My main goals were that I wanted to not lose build space, and I wanted to have the dual hotends weigh close to or less than the stock . We achieved the goal, but we still had the crap cable chain.
Now Jake Allen was back to the group as “He bought a Troodon since he previously had one at work, but then no longer had access so he had stepped back.” He wanted to collaborate, so we sent him everything and I started working with Jake and Tom at the same time. However, we had different goals in mind. He wanted “modular with single hotend”. So early on, he asked what guidelines I wanted him to adhere to, so I told him to just keep everything somewhat compatible with each other, and try to minimize weight and loss of build area. It quickly became apparent that it could not happen that way, with a modular design, so I said, “let’s just continue developing both and figure it out,” but every time we updated the mounts or design, Jake incorporated it into his. Around this time, Tom got much busier and I said I need to just do the cable chain, since it is stupid to do this in two steps, it would be waste of work and money. Jake then made a parametric version of the Panzer chain, and I worked out a path and hacked some mounts together. I was able to get it up and running after a few iterations, which proved the wires were long enough if we were creative. Jake then helped me clean up the files and kept teaching me more CAD tricks and commands. So now we had two viable designs. One was a mosquito-centric, but dragon compatible, single hotend setup that could support two fans and a second hotend on the front. This was a jack of all trades, but it was heavier and you would lose around 35-y off each hotend. If you needed to use the supports for the full print, it would lose a lot. I was worried about the plastic mount for the hotend, but it seemed good for someone not really planning on using dual extrusion except occasionally. The original design at this point was able to run dual extruders, with no loss of travel on the main hotend, and 5 to 10 x less with the second hotend. However, it could not support 2 fans and the parts were not modular, “Meaning, a fan duct for one side could not just be mirrored and mount on the other,” but I felt that if I am printing the parts for add-ons, it doesn’t matter to me if I have to design different hole patterns for different sizes. So it was now where one design did what it did better, but the other did more things. So as always, it was either more flexible, or better performance with less options. We had tried the dual setup with Jake’s side by side, but it had to be spaced really wide and it seemed not viable.
We kept working and Jake has had nothing but bad luck with his genuine Mosquito, so he said, “I am done, I’ll just go dragon, we can just do yours and Tom’s for everything.” I hated the way he sounded, as I knew he was bothered. In past I have talked to Tom, and was just talking to Theodor Lasenko the other day, where I mocked it up on a screenshare with the hotends turned 90 degrees. Turned out, the mosquito could mount just as close as the dragons. Funnily enough, Jake had just turned the hotend 90 degrees on his mount too. Then the last thing happened, which was that Berd-Air become viable. A lot have posted online having loud noise, and bad performance but after a lot of testing I found settings for the pump that are great, and between that and a few other tricks, I can print 85 degree overhang with Berd-Air. So end result is that Jake has decided to just jump back over, and we will add mounting holes for a mosquito so now its one design that makes it cheaper for all and just is simpler in many ways. It’s already daunting having a fan duct, a Berd-Air mount, two types cable chains (stock and Voron style), two BLTouch mounts, etc, so we finally are ready to take a tally for orders and place the order. I am working on a full bill of materials, so I can figure out what the upgrade actually costs when all the bolts, etc, is accounted for, because I have tried a lot of different things to arrive at the final bill of materials. Also I have about 30 hrs in on last mounts and 20 hrs in on the newest cable chain brackets with optical endstop, and it seems rock solid.
Fan duct style stls
Berd air with Bl touch on the side
Bl touch in the back for the fanduct variant . They both use the same metal carriage and hardware, just different prints.
I am also making some more changes to the orbiter for ease of printing and to it mount better.
This is a basic guide on making a PA (Pressure Advance) gcode file. I plan on forking the code and changing it to natively generate the gcode for RRF and Klipper, but it’s easy, so I am not making that a priority. Just use the above-linked tools.
Generate the gcode for marlin inputting your settings for the filament and nozzle you are using. You want .005 steps ranging from 0 to .1 for most nozzles and filaments. If your filament is very soft or your nozzle is small, then .2 may be better as a maximum value.
Add a G32 after the G28 in the side panel.
Add a T2000 after the P500 on the acceleration line.
Download and open in notepad, or some other simple editor that does not format text.
Use find and replace to find M900 K and replace it with the respective values:
Klipper is SET_PRESSURE_ADVANCE ADVANCE=
RRF is M572 D0 S
Save the file, making sure the extension is .gcode.
Upload to the printer and print.
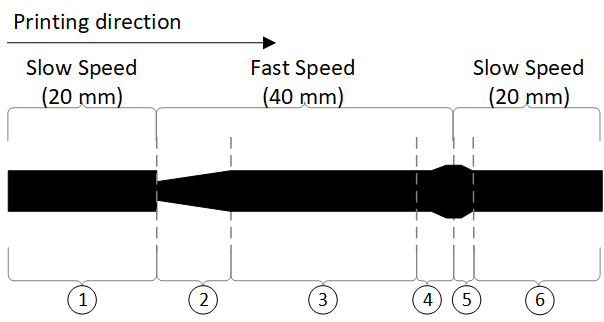
Find the line that stays most uniform at the speed changes marked by the top two vertical lines.
Enter the corresponding value in your slicer’s filament gcode override. If slicer does not have that, then enter it into your start code and name that profile for the filament you calibrated.
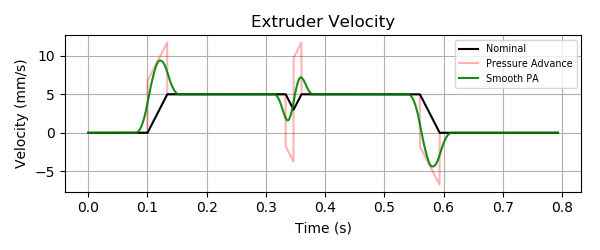
I found some cool diagrams that show the improvements with Klipper pressure advance compared to regular Linear Advance (LA) and PA with the smooth pressure advance algorithm. With direct drive, it does not matter as much, but with Bowden and high values, Marlin and RRF have a hard time keeping up and end up slowing the print a lot to maintain the max acceleration for the extruder in firmware. So, a stock 300 really needs 1.9 and that doubles print times on RRF. With Klipper, it is not a problem and it does not reduce the acceleration as the extruder hits its ceiling. Instead, it smooths out the max values and extends them slightly to the same end result. You can configure the smoothing time if you really are pushing things, but the stock value is adequate. We do not want to reach the point where we start reducing the effectiveness of the pressure advance. This all is not important if running direct drive since we rarely need more than .1 seconds of Pressure Advance with the Orbiter or most other high-end solutions. I just figured it would be interesting to give some background on what is happening under the hood.
These are the install instructions by Alex Or. He has done all of us a huge favour. I will be sending this to anyone who purchases a harness or kit, this will also be available to my patrons.
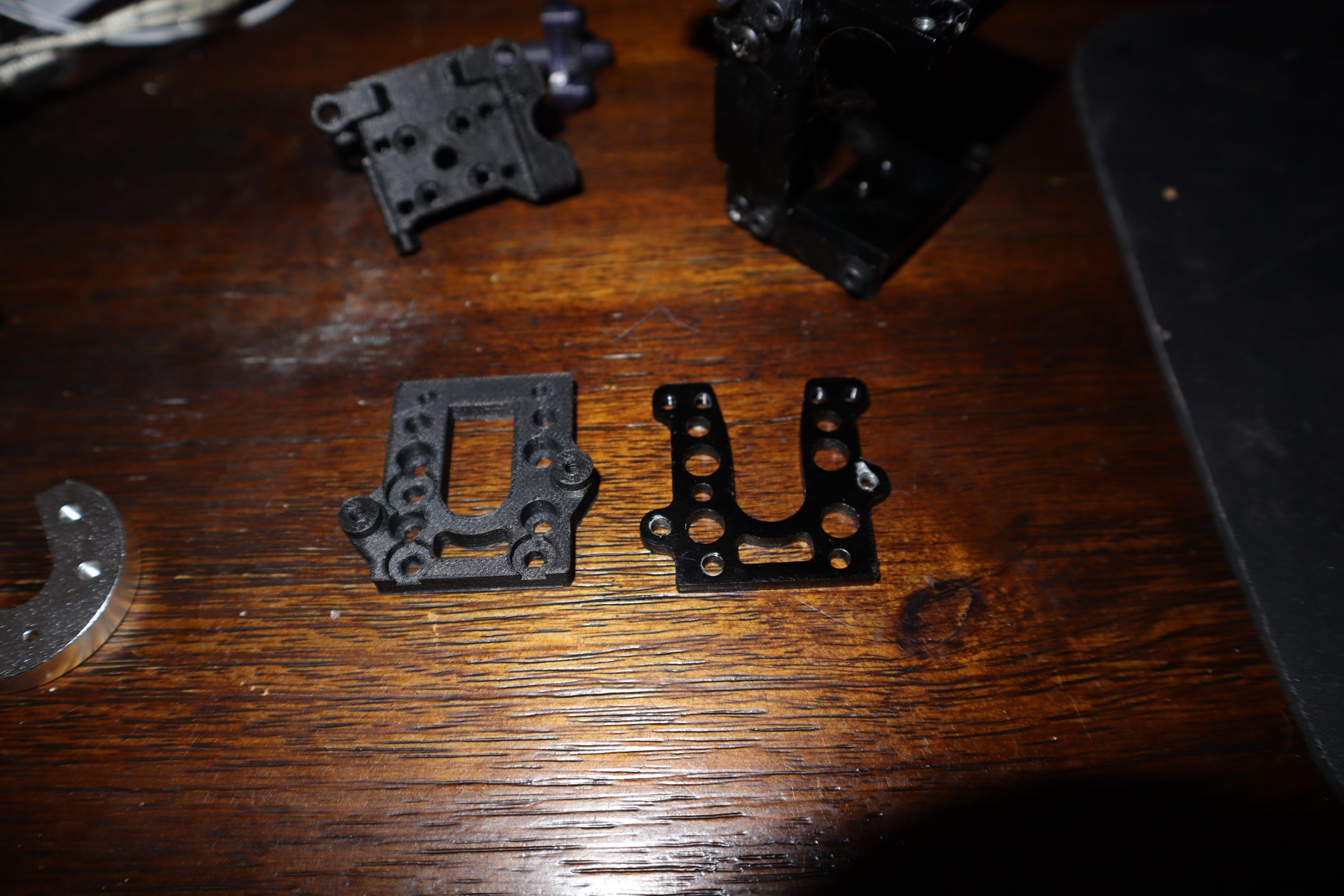
The DDE (Direct Drive Extruder) kit is one of the most important upgrades for your Troodon’s if you want to be serious about performance and reliability. However, this does not mean it is perfect. The stock plate mounts with only 3 bolts that are heavily leveraged against as shown in following video.
Comparison of stock and upgraded DDE mounting plates
The STL for the upgrade plate is available for download using the link below.
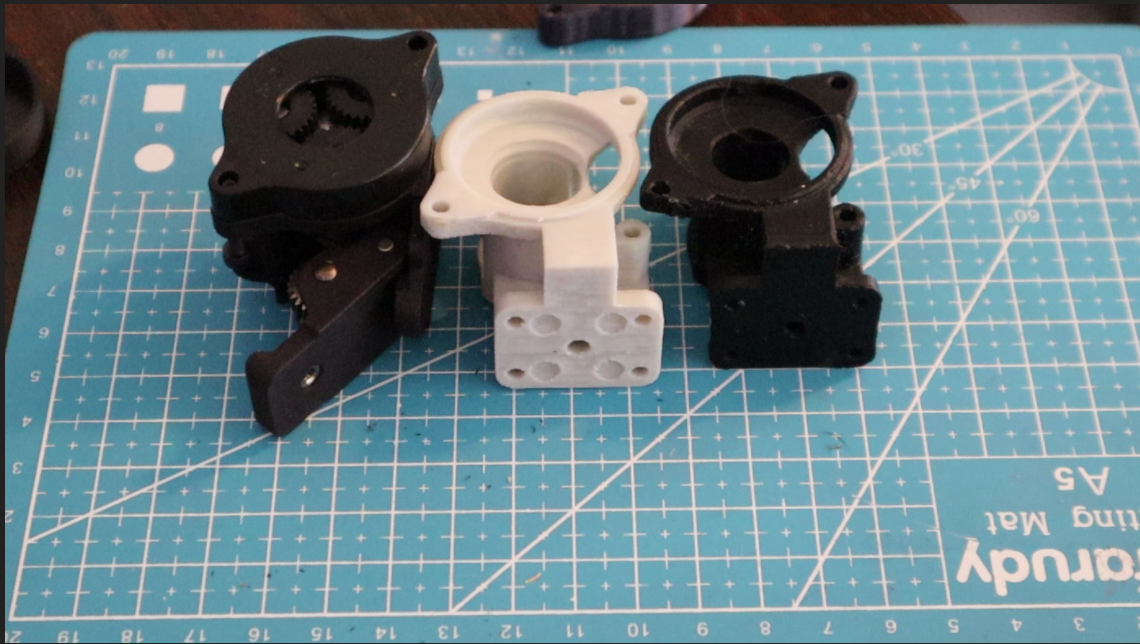
I added one designed to work with the vivedino front bearing.
only need the housing and latch if converting a dde . i included diff latch alignments cause i found that some diff clone gears are slightly diff length
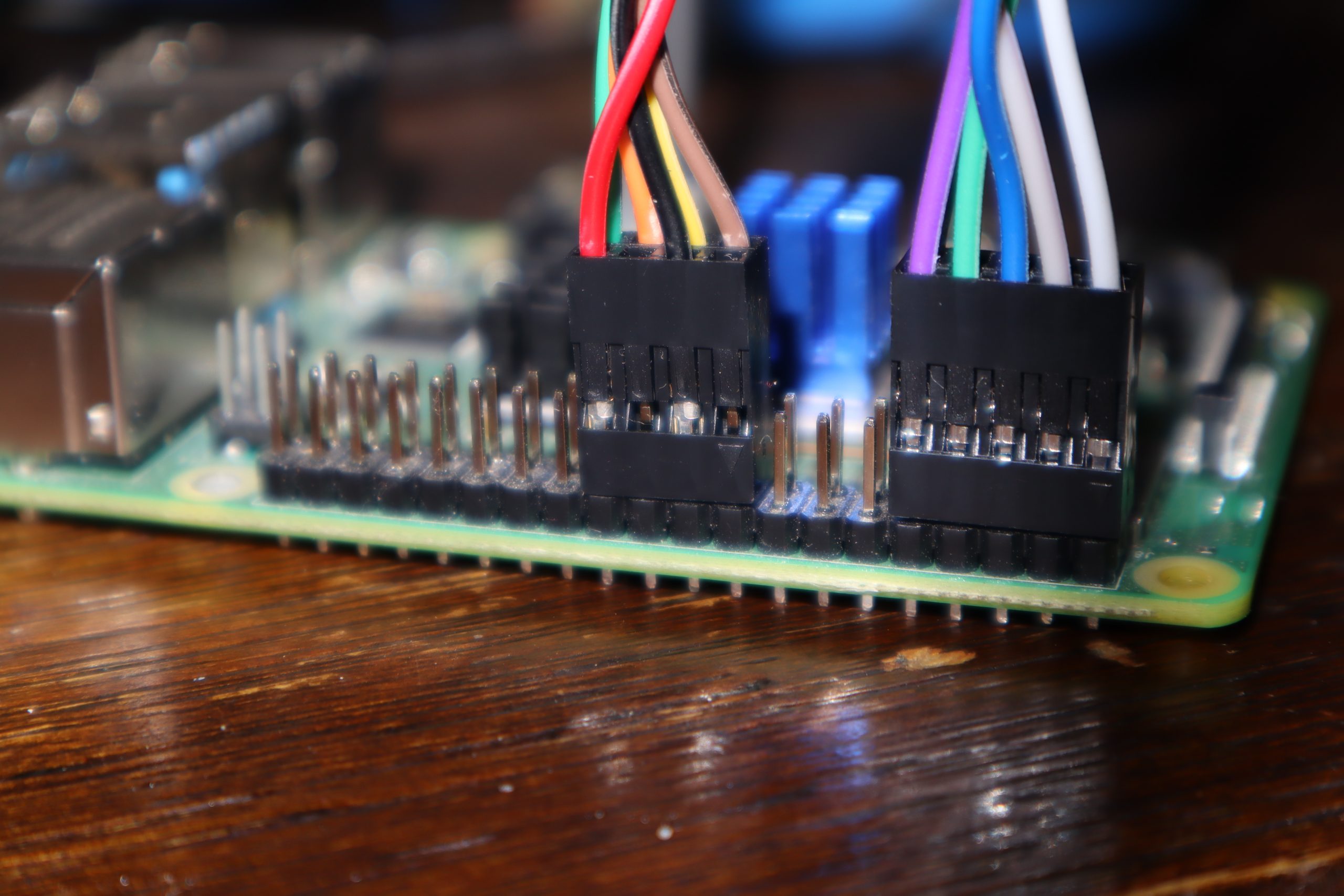
The harness comes with a diagram and shows the pin numbers. The main harness, the connector on the right in the below image, has the pin marked with a triangle go to pin number 2.
The harness connector on the left is for the accelerometer, and is not needed for the main install.
Connect the Panel Due harness in the manner that is described in the video below. Be careful of the orientation of the Panel Due plug you remove, and connect the power wires as described.
One of my Patreons is working on a presentation documenting the install, so I will add it when it is ready.
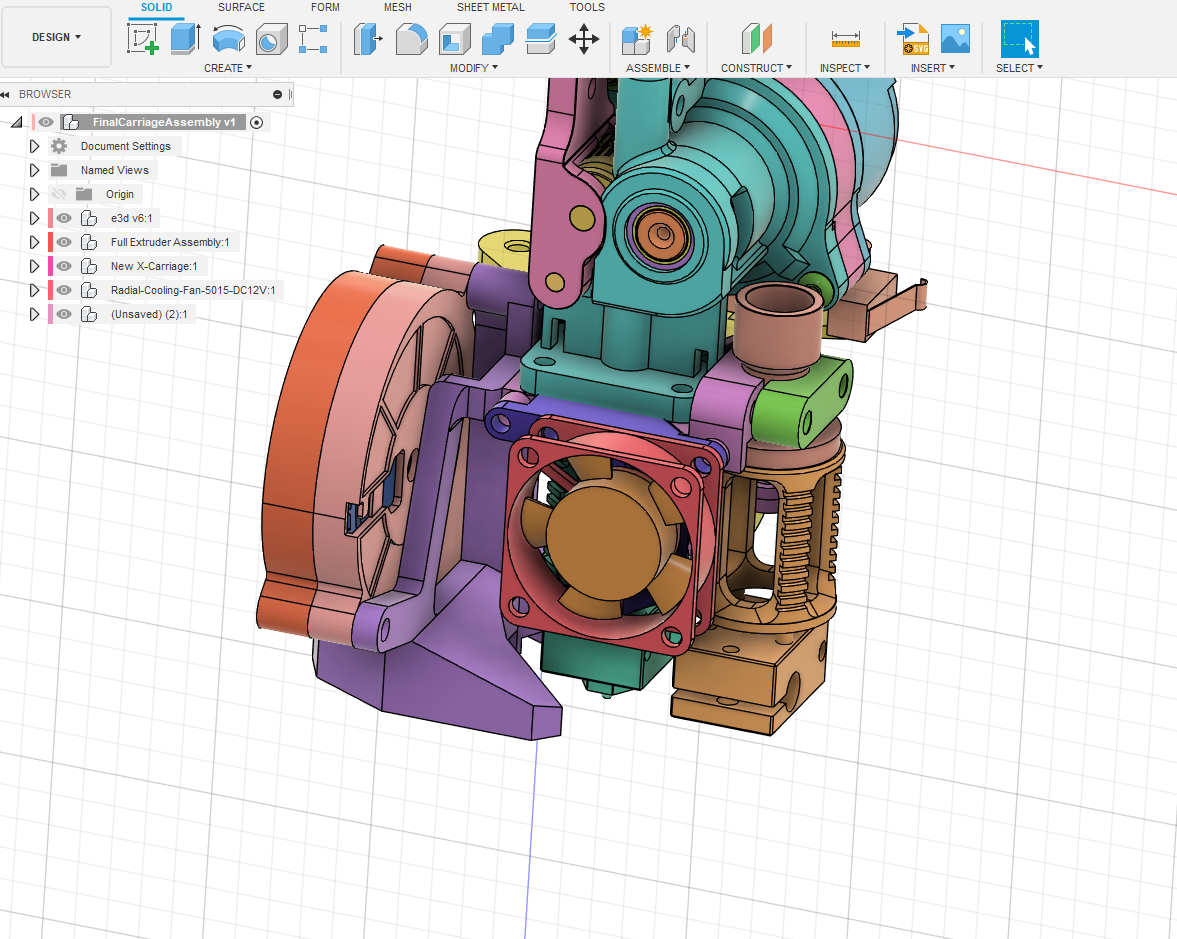
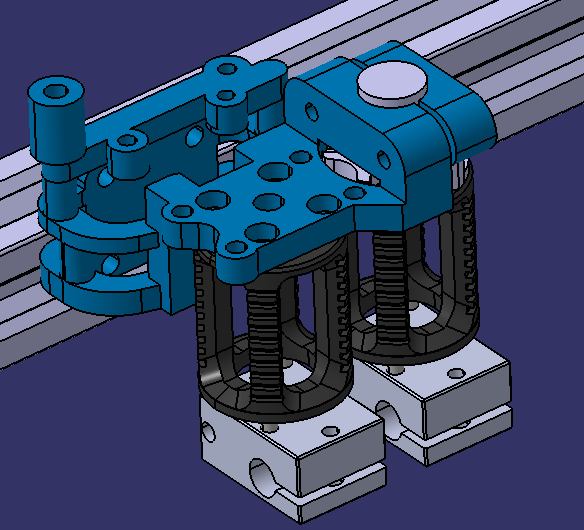
The stock setup has a groove mount plate and an assembly that is just too heavy. As much as it is better than a lot of other groove mount implementations, I see that it can be made better.
This last image is a sneak peak at the difference the upgraded carriage makes and how it brings things to the next level. It shows over 900g can become low 6xx grams and that is with a bigger, stronger mgn12 rail instead of the stock mgn9. A lot of the weight is no longer tossed around in the cable chain, and the loads are now inline with each axis, so there is less resonance and less inertia in awkward planes. What started as a dual extrusion and 2.4 style cable chain has turned into much more and really (in my opinion) brought this printer into a whole different category. It is probably going to perform at the top of that “$10k range printer” level.
This are the dragon mount and the 5015 fan shroud download links.
I do have stock fan shrouds too, but I think I have to adjust the height to work with the dragon and other short hotends, as I have modified these for someone with a stock setup when I first got the printer.
this is a beta version of the newest dwc for the 3.2 rrf it is awesome it works with my posted update for rrf3 which i have tweaked the install guide a little to make it very easy and bullet proof. You should be able to simply dload the duet 2and3 zip file and click install thats it . Then dload this beta by uploading in the system tab as well. The web control may work with 2x to i am going to downgrade and report back to let everyone know for people intimidated by the rrf3 upgrade
This is a prusa based fan cooler set for the dragon nozzle height .
This also allows the removal of the factory red housing to reduce weight .
**** make sure to set min layer time to at least 10 seconds and to block supports from the duct tips but to have supports on the arm where it hangs past base.
1. First upload the .g files for your printer but delete the 300 or 400 off the back and do not restart.
2. Then upload DuetWebControl-SD-2.1.6.zip while inside the System tab, also upload the following bin files from the sys directory, one at a time, in order. Don’t install and restart when prompted for these but upload all then go back and upload again clicking install the second time around . Duet2CombinedIAP.bin, DuetWiFiServer-1.23.bin, Duet2CombinedFirmware_3.0.0.bin . Should be good but if any problems go to console on printer and enter m997 s0:1
Notes
Baud rate must be set to 57600 on the panel please do before starting but if you forget and it isn’t connecting you can change after. I updated instructions to just manually install from printer screen encase files get installed in wrong order this adds few steps but makes It less likely to lose wifi saved settings during upgrade.
*****These configs are for dd extruder if you want to use stock you need to change back to 1200 mah for the extruder driver and also stock timings which are B2 Y4:4 F4 and you do not need to use the bed.g files I just like the double tram I set up. Also make sure to adjust to your probe offset unless you have it saved in your config override. You also will need to revert to original steps which should be around 413 iirc.
******anyone wanting help just send me a zip with their sdcard minus the gcode folder and i will setup everything so that you can just upload the files i send back and not have to worry about anything or can manually take sd card out and copy the files back ont o sd card put back in printer and run a macro from screen i setup for you.






























 Unlock with Patreon
Unlock with Patreon
{kind=link}
{kind=link}